
help me decide


Thread Starter
Senior Member
Joined: May 2002
Posts: 564
Likes: 0
From: loxahatchee fla
help me decide
--------------------------------------------------------------------------------
http://www.weldingmart.com/Qstore/p001493.htm
http://www.htpweld.com/product_page/...er/tig201.html
heres two choices of approximately the same price range,
ones a pulsed MIG and one a full TIG inverter welder, BOTH have thier strong and weak points
your comments on which would be the best all around choice for a custom race shop where QUALITY WELDS are MANDATORY and speed is NOT important and WHY, would you pick that choice? would be greatly appreciated
KEEP in mind that BOTH aluminum intakes and general steel welding like fabricating exhaust systems, roll cages, motor mounts, ETC. are going to be necessary, as the types of things welded
http://www.weldingmart.com/Qstore/p001493.htm
http://www.htpweld.com/product_page/...er/tig201.html
heres two choices of approximately the same price range,
ones a pulsed MIG and one a full TIG inverter welder, BOTH have thier strong and weak points
your comments on which would be the best all around choice for a custom race shop where QUALITY WELDS are MANDATORY and speed is NOT important and WHY, would you pick that choice? would be greatly appreciated
KEEP in mind that BOTH aluminum intakes and general steel welding like fabricating exhaust systems, roll cages, motor mounts, ETC. are going to be necessary, as the types of things welded

TGO Supporter
Joined: Aug 1999
Posts: 14,811
Likes: 1
From: Jackson County
there's night and day differance between GMAW and GTAW processes and a fair and equall comparison is impossiable. i ithnk "quality welds" and "custon race shop" don't really go together, but that's another thread. GMAW or mig would not be the precess for intakes because of the difficulity in making a leak proof weld. GTAW or tig would give you much better control on an exhaust systems thin materials. in all reality for a shop enviroment i'd say you need both, just like you'd need metric and american wrenches, each has it place. if you can't not buy both or a simialar nd cheaper machine i'd get the GTAW machine and that would allow you to also run stick or SMAW and even if tig is slow it would give the "best" weld and offer you the most versitility. you could also look at getting one of the 110v migs for jobs that mig would be the better choice for and a lesser degree of quality would be acceptable.
question, why are you looking at pulsed mig? do you even know what it is? since your asking here i'd guess not and think you may be paying for more than you'd need in a mig machine.
question, why are you looking at pulsed mig? do you even know what it is? since your asking here i'd guess not and think you may be paying for more than you'd need in a mig machine.
Thread Starter
Senior Member
Joined: May 2002
Posts: 564
Likes: 0
From: loxahatchee fla
first... thanks for responding, I really appreciate your taking the time.
second,
yeah, I do understand the differances, Ive used oxy-acetolene, stick,TIG, and MIG welders for years, but MY personal experiance is heavily weighted to what I do and have done most, which is MIG and oxy-acetolene, on steel. about 99% of the time, so im asking for advice, as ID prefer knowing as much as I can, before spending my money.
and yeah, going in, I knew TIG is prefered on aluminum, and I was almost 100% convinced thats the way to go here, BEFORE I asked, but the local miller dealer seems to think MIG will work ok on aluminum
IVE had relatively limited/little experiance on ALUMINUM and useing TIG, just a few times at other shops on their equipment, so IM asking for input before spending $3000 plus on what will mostly be equipment for aluminum welding, to add to the oxy-acetolene ,185 amp MIG, and sears 230 amp stick welders in the shop now,but hopefully the new welder IM going to purchase will NOT be exclusively restricted to aluminum, as Id like a DUAL use on the EQUIPMENT for steel if possiable
third
yeah, pulsed MIG alows thiner sheet metal,and ALUMINUM to be welded than the standard MIG I have now wich is at least 7 years old and YEAH IM aware that MIG is NOT ideal for ALUMINUM
BTW for those guys reading this who are NOT familiar with the differances
first Id like to say Im not an EXPERT at welding but have done quite a bit over the years, as IVE WORKED IN or run an engine shop and custom race car/hot rod, building part time business for over 30 years
now just to answer some basic questions, heres some info from a differant site you might want to know!
I'll try to cover some of the basics for you as best as I can explain them.
http://www.alpharubicon.com/elect/tigbasic1.htm
TIG - (Tungsten Inert Gas Welding) basically resemble oxy-acetolene welding (torch) but you use a controlable electric arc as the flame/head source, ans add the weld wire, or rod seperate from the arc

This process is the toughest to learn. The electrode is composed of Tungsten, and a current is flowed through it controlled by either a foot pedal, a hand switch, or a fixed current on the machine itself. I am learning TIG using a foot pedal, the more you press down on the metal, the more amps you get. Once you get enough current flowing to get an appropriate sized weld pool, you start dabbing a filler metal into the puddle as you move the electrode further down the work piece. TIG allows you a great amount of control because you regulate how much current the electrode gets and how much filler metal the weld pool gets. This process is very slow compared to the other types though.
MIG - (Metal Inert Gas) mig is basically a wire thats fed constantly into the weld area that got current running thru it, it melts both the metal and itself as its consumed/melted by the arc
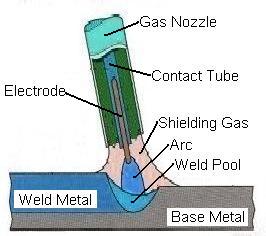

http://www.autobody101.com/articles/...le=Mig+Welding
MIG is the easiest process of welding. A feeding gun is used to feed a spool of filler metal wire into the weld pool. Current is usually switched on and off by means of a trigger on the gun. Amps are usually controlled by a dial on the MIG machine itself, meaning that you cannot adjust current in the middle of welding. Though, with some machine you are able to get a foot pedal to control Amps while welding.
Arc Welding
[b] these are the cheaper buzz box welders we all tend to start with, they use an arc thru the weld rod some what similar to mig but without the gas shielding, they have flux on most rods to help the weld quality[/n]
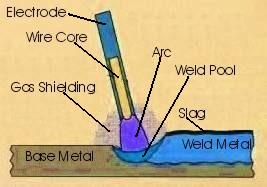
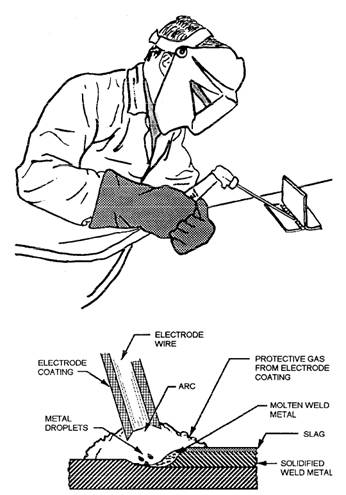
Arc welding is mostly used in industrial applications. An electrode is used to strike an arc, the electrode then melts away to deposit metal into the weld pool. The electrode is coated with a variety of different materials which are used to help keep the weld pool from being contaminated.
TIG and non-flux-cored MIG both use a variety of different shielding gases to help keep the weld pool from being contaminated depending on what metal is being welding.
http://www.stockcarracing.com/techarticles/82101/
http://www.ytmag.com/articles/artint153.htm
http://www.popularmechanics.com/home...elding_basics/

second,
yeah, I do understand the differances, Ive used oxy-acetolene, stick,TIG, and MIG welders for years, but MY personal experiance is heavily weighted to what I do and have done most, which is MIG and oxy-acetolene, on steel. about 99% of the time, so im asking for advice, as ID prefer knowing as much as I can, before spending my money.
and yeah, going in, I knew TIG is prefered on aluminum, and I was almost 100% convinced thats the way to go here, BEFORE I asked, but the local miller dealer seems to think MIG will work ok on aluminum
IVE had relatively limited/little experiance on ALUMINUM and useing TIG, just a few times at other shops on their equipment, so IM asking for input before spending $3000 plus on what will mostly be equipment for aluminum welding, to add to the oxy-acetolene ,185 amp MIG, and sears 230 amp stick welders in the shop now,but hopefully the new welder IM going to purchase will NOT be exclusively restricted to aluminum, as Id like a DUAL use on the EQUIPMENT for steel if possiable
third
yeah, pulsed MIG alows thiner sheet metal,and ALUMINUM to be welded than the standard MIG I have now wich is at least 7 years old and YEAH IM aware that MIG is NOT ideal for ALUMINUM
BTW for those guys reading this who are NOT familiar with the differances
first Id like to say Im not an EXPERT at welding but have done quite a bit over the years, as IVE WORKED IN or run an engine shop and custom race car/hot rod, building part time business for over 30 years
now just to answer some basic questions, heres some info from a differant site you might want to know!
I'll try to cover some of the basics for you as best as I can explain them.
http://www.alpharubicon.com/elect/tigbasic1.htm
TIG - (Tungsten Inert Gas Welding) basically resemble oxy-acetolene welding (torch) but you use a controlable electric arc as the flame/head source, ans add the weld wire, or rod seperate from the arc
This process is the toughest to learn. The electrode is composed of Tungsten, and a current is flowed through it controlled by either a foot pedal, a hand switch, or a fixed current on the machine itself. I am learning TIG using a foot pedal, the more you press down on the metal, the more amps you get. Once you get enough current flowing to get an appropriate sized weld pool, you start dabbing a filler metal into the puddle as you move the electrode further down the work piece. TIG allows you a great amount of control because you regulate how much current the electrode gets and how much filler metal the weld pool gets. This process is very slow compared to the other types though.
MIG - (Metal Inert Gas) mig is basically a wire thats fed constantly into the weld area that got current running thru it, it melts both the metal and itself as its consumed/melted by the arc
http://www.autobody101.com/articles/...le=Mig+Welding
MIG is the easiest process of welding. A feeding gun is used to feed a spool of filler metal wire into the weld pool. Current is usually switched on and off by means of a trigger on the gun. Amps are usually controlled by a dial on the MIG machine itself, meaning that you cannot adjust current in the middle of welding. Though, with some machine you are able to get a foot pedal to control Amps while welding.
Arc Welding
[b] these are the cheaper buzz box welders we all tend to start with, they use an arc thru the weld rod some what similar to mig but without the gas shielding, they have flux on most rods to help the weld quality[/n]
Arc welding is mostly used in industrial applications. An electrode is used to strike an arc, the electrode then melts away to deposit metal into the weld pool. The electrode is coated with a variety of different materials which are used to help keep the weld pool from being contaminated.
TIG and non-flux-cored MIG both use a variety of different shielding gases to help keep the weld pool from being contaminated depending on what metal is being welding.
http://www.stockcarracing.com/techarticles/82101/
http://www.ytmag.com/articles/artint153.htm
http://www.popularmechanics.com/home...elding_basics/
Last edited by grumpyvette; Jun 20, 2004 at 09:04 AM.
TGO Supporter
Joined: Aug 1999
Posts: 14,811
Likes: 1
From: Jackson County
your info from whatever other site is flawed, mig, tig, and stick are all arc welding processes. actually mig welding aluminum is very easy if standard pratices are followed. big draw back to mig, reguardless of filler or base metal is making a 100% sound, or leak proof weld as would be required for an intake or oil pan for example. for that reason tig would be the prefered method. i guess i've done it too long to notice much differance, just differant things, setting, cleaning, or whatever need to be done to get to the end result you want.
i would buy a miller tig, not sure but i couldn't quite tell if the htp machine had high freq or not, needed for aluminum welding. also it looks like the htp machine uses a htp torch. you'd want to use whatever torch you like, i'd look at weld craft. if you've done much welding with oxy/fuel, not braze but welding, tig shouldn't be hard to pick up.
i would buy a miller tig, not sure but i couldn't quite tell if the htp machine had high freq or not, needed for aluminum welding. also it looks like the htp machine uses a htp torch. you'd want to use whatever torch you like, i'd look at weld craft. if you've done much welding with oxy/fuel, not braze but welding, tig shouldn't be hard to pick up.

Thread
Thread Starter
Forum
Replies
Last Post