

Weird line bore/hone... advice???


Thread Starter
Member
Joined: Jun 2004
Posts: 115
Likes: 0
Weird line bore/hone... advice???
I had new main caps installed on a block... then line bored and honed out to the final size. The vertical bore diameter is fine, 2.641" as it should be. The block bore at the parting line is also fine at 2.641".
Now here's the weird part, the caps are too wide at the parting line... even when they're installed and torqued down to spec the caps are still too wide, with a little ledge where the caps meet the block. Overall, this makes the main bores 0.002" to 0.003" out of round at the parting line (and about 0.001" to 0.0015" out of round at about 1/2" from the parting line).
The machine shop that did it said it's fine as long as the vertical clearance is fine (which it is), but can't provide an explanation as to how it happened. Eagle can't explain it because they said their caps are deliberately bored undersize so they can be line bored and honed out to final spec. I've spoken to another machine shop to get advice on whether I should just go with it, or have new caps installed (which I don't exactly want to do, but that would be better than ending up spinning a bearing) and he basically said I don't know what I'm talking about because that's impossible and the bore in the block must be wide as well (which it isn't).
So, does anybody here have any idea how this might have happened? Or whether being 0.002-0.003" out of round at the parting line due to the caps being wide is acceptable?
Now here's the weird part, the caps are too wide at the parting line... even when they're installed and torqued down to spec the caps are still too wide, with a little ledge where the caps meet the block. Overall, this makes the main bores 0.002" to 0.003" out of round at the parting line (and about 0.001" to 0.0015" out of round at about 1/2" from the parting line).
The machine shop that did it said it's fine as long as the vertical clearance is fine (which it is), but can't provide an explanation as to how it happened. Eagle can't explain it because they said their caps are deliberately bored undersize so they can be line bored and honed out to final spec. I've spoken to another machine shop to get advice on whether I should just go with it, or have new caps installed (which I don't exactly want to do, but that would be better than ending up spinning a bearing) and he basically said I don't know what I'm talking about because that's impossible and the bore in the block must be wide as well (which it isn't).
So, does anybody here have any idea how this might have happened? Or whether being 0.002-0.003" out of round at the parting line due to the caps being wide is acceptable?
Moderator




Joined: Jan 2000
Posts: 19,669
Likes: 314
Re: Weird line bore/hone... advice???
First, about the only way I can fathom the caps being too wide is if they started that way, or if the boring center was too low (centered more in the caps than the parting line). You can verify whether the bore was too low using a depth mic and checking across the parting line to the highest point of radius in the block. If the radius in the block is exactly half the final diameter, the boring center was probably correct and the caps are suspect.
Even then, if the final bore (top to bottom) is correct, the possibility of an off-center bore is very unlikely. There is no way the insert in the boring bar could know that it was transitioning from the block to the caps and cut deeper ONLY in the cap.
Second, since the desire oil clearance is less than what you are measuring as the oversize of the caps, I'd reject them and not run it that way. Even though the up/down clearance is correct, you risk losing oil pressure out the sides and running without that critical oil film.
Even then, if the final bore (top to bottom) is correct, the possibility of an off-center bore is very unlikely. There is no way the insert in the boring bar could know that it was transitioning from the block to the caps and cut deeper ONLY in the cap.
Second, since the desire oil clearance is less than what you are measuring as the oversize of the caps, I'd reject them and not run it that way. Even though the up/down clearance is correct, you risk losing oil pressure out the sides and running without that critical oil film.
Moderator
Joined: Jul 1999
Posts: 17,271
Likes: 171
From: 51�N 114�W, 3500'
Car: 87 IROC L98
Engine: 588 Alcohol BBC
Transmission: Powerglide
Axle/Gears: Ford 9"/31 spline spool/4.86
Re: Weird line bore/hone... advice???
It's a debatable question. When checking main bore size, It's always checked top to bottom and very little off to the sides. When the bearings are installed, they crush to a final size.
To properly check the bore size, you install the bearings and torque the caps down. You then measure the ID of the installed bearing and compare it to the OD of the crankshaft. For a street engine, 0.002 - 0.0025 clearance is fine. The bearings see very little thrust on the sides of the bearings. It's mainly on the top and bottom of the bearing. As long as the specs are close enough all the way around, it will be ok.
To properly check the bore size, you install the bearings and torque the caps down. You then measure the ID of the installed bearing and compare it to the OD of the crankshaft. For a street engine, 0.002 - 0.0025 clearance is fine. The bearings see very little thrust on the sides of the bearings. It's mainly on the top and bottom of the bearing. As long as the specs are close enough all the way around, it will be ok.
Supreme Member
Joined: Jul 2011
Posts: 2,529
Likes: 0
Re: Weird line bore/hone... advice???
It's a debatable question. When checking main bore size, It's always checked top to bottom and very little off to the sides. When the bearings are installed, they crush to a final size.
To properly check the bore size, you install the bearings and torque the caps down. You then measure the ID of the installed bearing and compare it to the OD of the crankshaft. For a street engine, 0.002 - 0.0025 clearance is fine. The bearings see very little thrust on the sides of the bearings. It's mainly on the top and bottom of the bearing. As long as the specs are close enough all the way around, it will be ok.
To properly check the bore size, you install the bearings and torque the caps down. You then measure the ID of the installed bearing and compare it to the OD of the crankshaft. For a street engine, 0.002 - 0.0025 clearance is fine. The bearings see very little thrust on the sides of the bearings. It's mainly on the top and bottom of the bearing. As long as the specs are close enough all the way around, it will be ok.

Supreme Member
Joined: Jun 2005
Posts: 1,380
Likes: 6
From: Sydney, Australia
Car: '86 TA
Engine: '74 350
Transmission: 700r4
Axle/Gears: 2.77
Re: Weird line bore/hone... advice???
I have no direct experience with the machine work involved here, just an observation. After the line bore, I don't see how it is possible for this step in bore size at the parting line to exist? Doesn't it suggest the caps have been mixed up afterwards, or have been substituted by a different set of caps?

Senior Member
Joined: May 2002
Posts: 564
Likes: 0
From: loxahatchee fla
Re: Weird line bore/hone... advice???
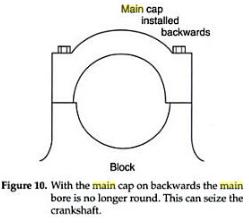
check to verify the caps face the correct direction, its entirely possible to install them facing the wrong direction and get that result
READ THRU THE LINKS AND SUB LINKS
http://forum.grumpysperformance.com/...+dowels#p19172
http://forum.grumpysperformance.com/...s+arrow#p18302
https://www.thirdgen.org/forums/tech...-not-turn.html
http://forum.grumpysperformance.com/...4&p=5748#p5748
READ THRU THE LINKS AND SUB LINKS
http://forum.grumpysperformance.com/...+dowels#p19172
http://forum.grumpysperformance.com/...s+arrow#p18302
https://www.thirdgen.org/forums/tech...-not-turn.html
http://forum.grumpysperformance.com/...4&p=5748#p5748
Last edited by grumpyvette; Aug 28, 2012 at 12:34 PM.
Moderator
Joined: Jul 1999
Posts: 17,271
Likes: 171
From: 51�N 114�W, 3500'
Car: 87 IROC L98
Engine: 588 Alcohol BBC
Transmission: Powerglide
Axle/Gears: Ford 9"/31 spline spool/4.86
Re: Weird line bore/hone... advice???
Both bearing tangs need to be on the same side. That's the easiest way to see if the caps are on wrong. Same goes for the rod caps.
If the machine shop did a good enough job, they would have stamped each cap with a number so you'll know where they go.
If the machine shop did a good enough job, they would have stamped each cap with a number so you'll know where they go.
Trending Topics
Thread Starter
Member
Joined: Jun 2004
Posts: 115
Likes: 0
Re: Weird line bore/hone... advice???
The caps are numbered and installed tang-to-tang as they were when they came from the shop... in fact, I took one set of measurements without removing the caps from as they were when I picked the block up. So having the caps backwards or in the wrong location is definitely not the cause.
This is what the shop suggested and I'm at a loss as to what's going on other than these possibilities...
1) The most experienced machinist there (specializing in high performance machine shop work for decades) was insistent that if I measured the clearances with the block mounted on a typical cheap engine stand (the kind that mount to the bell-housing mounting bolts), then the readings would not be accurate, particularly at the parting lines, because of the way the block distorts slightly when hanging on the stand. He said they place the block in a cradle when honing it for that reason, just as they use a torque plate when honing the cylinder bores.
2) He also claimed that it's typical for caps to be slightly larger at the parting lines when honed but people don't realize it because they usually don't measure right at the parting lines, but rather at vertical and 45 to 60 degrees from vertical. Eccentricity is checked at 45 to 60 degrees from vertical (depending on who you ask) because that's the range that the crank journals ride in and don't load the bearing bores in the parting line region outside those ranges anyway (because of the eccentricity built into the bearings).
I'm aware that standard procedure is to check for eccentricity at 45 to 60 degrees from vertical, but didn't expect the caps to be off at the parting line so much after being bored and honed, even if the 45/60 degree measurements spec out fine.
I'm going to place the block flat on a level floor and take measurements there to see if hanging on the stand does, in fact, make a difference.
If that doesn't "solve" it then I'm going to have to assume either the caps were too wide from the factory or the shop did something to mess them up (though I can't really see how they even could).
This is what the shop suggested and I'm at a loss as to what's going on other than these possibilities...
1) The most experienced machinist there (specializing in high performance machine shop work for decades) was insistent that if I measured the clearances with the block mounted on a typical cheap engine stand (the kind that mount to the bell-housing mounting bolts), then the readings would not be accurate, particularly at the parting lines, because of the way the block distorts slightly when hanging on the stand. He said they place the block in a cradle when honing it for that reason, just as they use a torque plate when honing the cylinder bores.
2) He also claimed that it's typical for caps to be slightly larger at the parting lines when honed but people don't realize it because they usually don't measure right at the parting lines, but rather at vertical and 45 to 60 degrees from vertical. Eccentricity is checked at 45 to 60 degrees from vertical (depending on who you ask) because that's the range that the crank journals ride in and don't load the bearing bores in the parting line region outside those ranges anyway (because of the eccentricity built into the bearings).
I'm aware that standard procedure is to check for eccentricity at 45 to 60 degrees from vertical, but didn't expect the caps to be off at the parting line so much after being bored and honed, even if the 45/60 degree measurements spec out fine.
I'm going to place the block flat on a level floor and take measurements there to see if hanging on the stand does, in fact, make a difference.
If that doesn't "solve" it then I'm going to have to assume either the caps were too wide from the factory or the shop did something to mess them up (though I can't really see how they even could).
Supreme Member
Joined: Mar 2009
Posts: 1,402
Likes: 3
From: Sussex County, NJ
Car: 1994 Z28
Engine: 355 LT1
Transmission: T56
Axle/Gears: 3.42
Re: Weird line bore/hone... advice???
How does a machine shop measure any clearances if a block can possibly flex enough to feel the difference in caps? They must place them on the ground to take measurements...
I've never felt such a thing on any of my stands...
I've never felt such a thing on any of my stands...
Thread Starter
Member
Joined: Jun 2004
Posts: 115
Likes: 0
Re: Weird line bore/hone... advice???
I wouldn't doubt there's some amount of flex in the block when mounted on only one end... but whether it's enough to be relevant or to be measurable with typical "home" equipment (0.0005" bore gauges and the like) is another matter.
Anyway, I'll soon find out because I just lowered my block to a flat concrete floor and will measure the main bores again like that tomorrow. It'll satisfy my curiosity at least.
Supreme Member
Joined: Jun 2005
Posts: 1,380
Likes: 6
From: Sydney, Australia
Car: '86 TA
Engine: '74 350
Transmission: 700r4
Axle/Gears: 2.77
Re: Weird line bore/hone... advice???
I might buy the block 'sagging' a tiny bit lengthwise when on a stand, and maybe put a bend along the crank cl or something like that. I can't see how it would make the caps get bigger, or the bores in the main webs get smaller.
Thread Starter
Member
Joined: Jun 2004
Posts: 115
Likes: 0
Re: Weird line bore/hone... advice???
Anyway, I took the measurements very meticulously with the block on the floor: The front cap seems to have "tightened" up and is now quite nice to spec (though the front cap was pretty good before), but no significant differences on the 2, 3 and 4 caps than with the block on the stand - a few 10 thousandths here and there, but nothing that isn't accounted for by operator error or the precision of the measuring equipment.
If anyone is having trouble picturing what I'm describing, I've attached a drawing...
The #2, 3 and 4 caps are slightly wider than the block by several thousandths at the parting line... also they appear to be skewed to one side more than the other, so my "X" measurements at 60 degrees from vertical aren't the same on each side. The #4 cap isn't so bad, but #2 and #3 are.
Obviously, I'm asking around for advice on how to fix this... I've put a lot of time into this block for an incompetent machine shop (or bad caps) to send me back to the beginning again... and out at least hundreds of dollars.
If anyone is having trouble picturing what I'm describing, I've attached a drawing...
The #2, 3 and 4 caps are slightly wider than the block by several thousandths at the parting line... also they appear to be skewed to one side more than the other, so my "X" measurements at 60 degrees from vertical aren't the same on each side. The #4 cap isn't so bad, but #2 and #3 are.
Obviously, I'm asking around for advice on how to fix this... I've put a lot of time into this block for an incompetent machine shop (or bad caps) to send me back to the beginning again... and out at least hundreds of dollars.

On Probation
Joined: Oct 2008
Posts: 6,319
Likes: 19
From: Northern Utah
Car: seeking '90.5-'92 'bird hardtop
Engine: several
Transmission: none
Axle/Gears: none
Re: Weird line bore/hone... advice???
Was it bored, or was it honed? This matters, because each creates different heating of the caps. And the block, which dissipates the heat differently.
On Probation
Joined: Oct 2008
Posts: 6,319
Likes: 19
From: Northern Utah
Car: seeking '90.5-'92 'bird hardtop
Engine: several
Transmission: none
Axle/Gears: none
Re: Weird line bore/hone... advice???
The last time I had to bore, it was aftermarket splayed 4-bolt caps onto a 2-bolt LT1. I've been in other shops where they ran the hone for hours, using coarse stones, rather than buying the boring equipment. Straight honing is great for cleaning up production blocks for stock-rebuild to maybe a 500 HP 350 or a 700 HP 496 at most. That LT1 I did last needed surprisingly little hining to finish-size the main bores. As for losing oil pressure past the parting seam, having an extra couple thousandths there is nothing on a stock-rebuild 350, I've seen it far too often, but it never causes problems.
Thread Starter
Member
Joined: Jun 2004
Posts: 115
Likes: 0
Re: Weird line bore/hone... advice???
First when they did it, it was a too tight even on the vertical clearances, so when I caught that (through measurements and plastigauge showing very little clearance) I brought it back and they had to take it out 0.001" to get the vertical clearances in spec. One of the mains was tapered, also. The fact that they let it leave the shop like that in the first place gives an indication of how concerned they are with the work they do, IMO.
...I don't know if that's a hint as to whether they bored it first or not, but I certainly hope they did or my crank center-line has probably been shifted way too much.
On Probation
Joined: Oct 2008
Posts: 6,319
Likes: 19
From: Northern Utah
Car: seeking '90.5-'92 'bird hardtop
Engine: several
Transmission: none
Axle/Gears: none
Re: Weird line bore/hone... advice???
Nobody bores the mains for just 0.0010", that's clearly in the realm of honing. They should have called you and told you it needed to be honed that last thousandth, told you the cost, and awaited your go-ahead. If you got aftermarket caps that close, I'm a bit on guard. The premium caps I put on that LT1 needed bored because they were around 0.0045" tight, as the example I remember best, and I was glad to see them that tight. Better that than on-spec.
Member
Joined: Jun 2006
Posts: 307
Likes: 2
From: Troy, MI
Car: 1988 IROC-Z TBI
Engine: L04.3 = 305-310-336
Transmission: TH-700R4
Axle/Gears: 10-bolt, 3.42 posi
Re: Weird line bore/hone... advice???
The mains were .001"-.0015" tight on the verticals after they supposedly bored and honed it. I discovered it after I brought the block home (along with a clear bump in the first main bore in the block) and then brought it back to be corrected. They then line-honed it to the proper 2.641" spec. I would assume it was line-bored when they first installed the caps, but considering how out of spec it was and the bump in the first main bore I wouldn't really trust them to have done anything properly.
I'm thinking they originally line-bored/honed it with the caps on backwards or something. Unless the caps were bad from the factory that's the only thing I can come up with.
I'm thinking they originally line-bored/honed it with the caps on backwards or something. Unless the caps were bad from the factory that's the only thing I can come up with.
On Probation
Joined: Oct 2008
Posts: 6,319
Likes: 19
From: Northern Utah
Car: seeking '90.5-'92 'bird hardtop
Engine: several
Transmission: none
Axle/Gears: none
Re: Weird line bore/hone... advice???
At this point, here's what I'd do: First, the block you're now stressed about, build it to maybe 300 HP, call it a lesson learned the hard way. Second, decide what you really need: I've seen a production block live with 600 HP and 6500 RPM using nothing more than ARP main studs. That was a '70s 2-bolt high-nickel, high-tin block, and I personally honed the mains after installing the ARPs. It was with a Scat cast steel crank, it was a high-end dirt circle-track claimer build, with ported EQ200 heads. If you want more than that, either do a 6.0 LSx or save up for a Dart SHP block.

Thread
Thread Starter
Forum
Replies
Last Post
theshackle
Tech / General Engine
4
Mar 5, 2017 06:37 PM
Hello, Michael
Engine Swap
8
Aug 20, 2015 03:19 PM