

Just got my new heads in and I am finally ready to start porting them.
However, the only two suitable tools I currently have are 1) a Craftsman All-in-one rotary cutting tool and an outlet powered dremmel tool.
The question is, the Craftsman states its RPM as 20,000 at no load and the dremel at 10,000 rpm. Based on what I have read the Craftsman seems like its gonna be to fast, but the dremel a little to slow? Will the dremel work or am I going to have to rent/buy something else?
However, the only two suitable tools I currently have are 1) a Craftsman All-in-one rotary cutting tool and an outlet powered dremmel tool.
The question is, the Craftsman states its RPM as 20,000 at no load and the dremel at 10,000 rpm. Based on what I have read the Craftsman seems like its gonna be to fast, but the dremel a little to slow? Will the dremel work or am I going to have to rent/buy something else?
Supreme Member
The carbide cutters you need to use have a 1/4" diameter, so whatever you use needs a 1/4" collet. Once you start into the grinding you will find that the grinder slows down, due to the drag. Thus I don't think the dremel will work too well. It is also important to "tune" the speed of the grinder to your abilities, so having one that can hit 20000 rpm, but be dialed in to your working speed, is vital. That may be 12000 rm so you need to construct a speed control. A rotary light switch wired into you grinder's power line, will do the trick. Actually, wire it into an extension cord, that will work better.
There is a pic of the one I made in the thread linked at the end of my sig.
Good luck and let me know if I can help
There is a pic of the one I made in the thread linked at the end of my sig.
Good luck and let me know if I can help
I bought a standard abrasives porting kit and it comes with a tapered cutting stone. Should I use a carbide cutter instead? I also read your guide and the one off the SA website. My kit didn't have any crossbuffs, are these necessary?

Member
I don't know if either one is the correct application for what you need. I use air tools when I do porting at work.
At home, I wired in a dimmer switch to a extension cord and screwed it to the side of my work bench. Makes adjusting speeds a wiz. I have a big grinder I bought at Harbor Freight which is available on line at harborfreight.com if you don't have them. Sear's also makes a good electric grinder for about 80-90 bucks and then I do the fine work with a Black and Decker drimmel type tool. Cutters are available in a lot of places. When cutting Cast heads the Snap-On carbide bits are more expensive but well worth the price.
At home, I wired in a dimmer switch to a extension cord and screwed it to the side of my work bench. Makes adjusting speeds a wiz. I have a big grinder I bought at Harbor Freight which is available on line at harborfreight.com if you don't have them. Sear's also makes a good electric grinder for about 80-90 bucks and then I do the fine work with a Black and Decker drimmel type tool. Cutters are available in a lot of places. When cutting Cast heads the Snap-On carbide bits are more expensive but well worth the price.

Supreme Member
I use the SA Porting kits also. You will need the carbide cutters. That stone won't last very long.
Member
Before you carve up a set of cylinder heads you should get some books and do some reading.. What kinda heads are you about to carve up ?
58cc 305 S/R torquer heads.
I have read about 3 online guides, Chevy High Performance's guide/article, Standard abrassives' guide, Sitting bull's extensive post and the section about it in "How to Hot Rod small block chevys" book that I own.
Reading is fine and dandy I am just trying to get a little input from people that have already done it.
I have read about 3 online guides, Chevy High Performance's guide/article, Standard abrassives' guide, Sitting bull's extensive post and the section about it in "How to Hot Rod small block chevys" book that I own.
Reading is fine and dandy I am just trying to get a little input from people that have already done it.
Supreme Member
Quote:
Originally posted by Acidtalons
I bought a standard abrasives porting kit and it comes with a tapered cutting stone. Should I use a carbide cutter instead? I also read your guide and the one off the SA website. My kit didn't have any crossbuffs, are these necessary?
You will definitely need carbide cutters. They are only $8 or $10 apice so it's no major investment. Most parts stores carry crossbuffs Originally posted by Acidtalons
I bought a standard abrasives porting kit and it comes with a tapered cutting stone. Should I use a carbide cutter instead? I also read your guide and the one off the SA website. My kit didn't have any crossbuffs, are these necessary?

An electric die grinder is the best. One that can do 30000 rpm or so. You can rent them, too.
Thanks Sitting Bull.
Another quick question, I have not yet purchased an intake manifold and the gasket set I purchased came with the standard gasket.
Will the aftermarket intakes use different gaskets? or can I port match to the gasket I already have?
Another quick question, I have not yet purchased an intake manifold and the gasket set I purchased came with the standard gasket.
Will the aftermarket intakes use different gaskets? or can I port match to the gasket I already have?

Supreme Member
That gasket will work fine.
Also, on a side note, I've used a Dremel for similar work. It just takes longer, but you'll get a similar result.
If you want to be thorough, you could do what Sitting Bull did, and rent some air tools. But I think your craftsman rotary will work fine, as long as it's got a slim body, and has a collet that fits the SA stuff.
Also, on a side note, I've used a Dremel for similar work. It just takes longer, but you'll get a similar result.
If you want to be thorough, you could do what Sitting Bull did, and rent some air tools. But I think your craftsman rotary will work fine, as long as it's got a slim body, and has a collet that fits the SA stuff.
Turns out the Dremel tool is adjustable from 5000 - 35000 rpm, just the tool's dial says 1 - 10 which I assusmed was 10,000 rpm like most of the hand held battery operated dremels.
However the collet is only 1/8 inch, should I try to find a 1/4" collet or can I use the Dremel chuck?
Edit - No dremel tool accepts a shank bigger than 1/8th, can I use a 1/8th inch tapered mandrel or does it have to be 1/4? I figure its cheaper to make the bits fit the tool than the other way around.
However the collet is only 1/8 inch, should I try to find a 1/4" collet or can I use the Dremel chuck?
Edit - No dremel tool accepts a shank bigger than 1/8th, can I use a 1/8th inch tapered mandrel or does it have to be 1/4? I figure its cheaper to make the bits fit the tool than the other way around.
Supreme Member
Quote:
Originally posted by Acidtalons
Turns out the Dremel tool is adjustable from 5000 - 35000 rpm, just the tool's dial says 1 - 10 which I assusmed was 10,000 rpm like most of the hand held battery operated dremels.
However the collet is only 1/8 inch, should I try to find a 1/4" collet or can I use the Dremel chuck?
Unless they make an adapter for 1/8 to 1/4, you will need to rent a regular die grinder.Originally posted by Acidtalons
Turns out the Dremel tool is adjustable from 5000 - 35000 rpm, just the tool's dial says 1 - 10 which I assusmed was 10,000 rpm like most of the hand held battery operated dremels.
However the collet is only 1/8 inch, should I try to find a 1/4" collet or can I use the Dremel chuck?
Good luck. You have more courage than most people, who chicken out. As you will see, this isn't very hard, just time consuming.
Supreme Member
F-BIRD'88
Supreme Member
close
May 23, 2023
Don't waste time with any grinder with a 1/8" collet.
The craftsman electric rotary die grinder is about the best deal out there. Model #2744. It's in the industrial catalog.
Under $100.
You can buy 1/4" shaft die grinder carbide bits from Goodson Tools.
http://www.epinions.com/hmgd-Shop_To...latest_prices#
http://www.goodson.com/
Most good autotool supply stores can get the cutters.
I use basicly three cutters to do the whole job.
A 4" shaft cylindrical shaped cutter with a rounded end.
A 6" shaft " " " " " "
and a 4" shaft flame shaped cutter.
I also like a rat tail file in a electric drill to smooth and straighten
the port walls after cutting.
The stones can be bought where ever air tools are sold.
Like WalMart.
The craftsman electric rotary die grinder is about the best deal out there. Model #2744. It's in the industrial catalog.
Under $100.
You can buy 1/4" shaft die grinder carbide bits from Goodson Tools.
http://www.epinions.com/hmgd-Shop_To...latest_prices#
http://www.goodson.com/
Most good autotool supply stores can get the cutters.
I use basicly three cutters to do the whole job.
A 4" shaft cylindrical shaped cutter with a rounded end.
A 6" shaft " " " " " "
and a 4" shaft flame shaped cutter.
I also like a rat tail file in a electric drill to smooth and straighten
the port walls after cutting.
The stones can be bought where ever air tools are sold.
Like WalMart.

Supreme Member
F-BIRD'88
Supreme Member
close
May 23, 2023
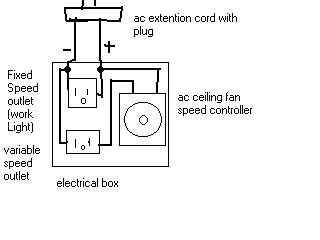
You can build a speed controller out of parts from a
hardware store. You'll need
1. square wall electrical box (fits two wall plugs or a wall plug and a switch.
2.A double wall plug receptical
3. a ceiling fan speed controller or light dimmer
(get the one without a radio interference filter)
4. some marret connectors
5. A length of AC lamp cord
6. A AC plug.
7. A wall plate. combo 2 plug and round hole.
Wire the box up using the lamp cord and marrets so the dimmer controls one plug outlet only according to the diagram.
That way you can use the other for a work light.
Just turn the dimmer to control the speed of the die grinder.
Note: The dimmers with the radio interference filter will fail after a short time
so get the one without the filter.
hardware store. You'll need
1. square wall electrical box (fits two wall plugs or a wall plug and a switch.
2.A double wall plug receptical
3. a ceiling fan speed controller or light dimmer
(get the one without a radio interference filter)
4. some marret connectors
5. A length of AC lamp cord
6. A AC plug.
7. A wall plate. combo 2 plug and round hole.
Wire the box up using the lamp cord and marrets so the dimmer controls one plug outlet only according to the diagram.
That way you can use the other for a work light.
Just turn the dimmer to control the speed of the die grinder.
Note: The dimmers with the radio interference filter will fail after a short time
so get the one without the filter.
Thanks for the wiring info, I was hoping to avoid having to fashion a speed control but I guess I am out of luck.
Can you use a flex shaft with that die grinder?
Can you use a flex shaft with that die grinder?
Supreme Member
F-BIRD'88
Supreme Member
close
May 23, 2023
Quote:
Originally posted by Acidtalons
Thanks for the wiring info, I was hoping to avoid having to fashion a speed control but I guess I am out of luck.
Can you use a flex shaft with that die grinder?
Only if you're lookin' to hurt someone. Originally posted by Acidtalons
Thanks for the wiring info, I was hoping to avoid having to fashion a speed control but I guess I am out of luck.
Can you use a flex shaft with that die grinder?
Not nessessary.:nono:
Supreme Member
Quote:
Originally posted by Acidtalons
Thanks for the wiring info, I was hoping to avoid having to fashion a speed control but I guess I am out of luck.
Can you use a flex shaft with that die grinder?
I don't think a flex shaft is a good idea when grinding cast iron. You need positive feedback from the tool.Originally posted by Acidtalons
Thanks for the wiring info, I was hoping to avoid having to fashion a speed control but I guess I am out of luck.
Can you use a flex shaft with that die grinder?

Member
Im gonna go buy the parts i need to port my heads this week and i need to know what to buy? carbide cutters? Polishers? sanders? the stuff i should buy guys and as cheap as possible thanks.. and list it like i should go ask for it at a parts store hah :lala: 
Supreme Member
Quote:
Originally posted by Acidtalons

How much should I remove to unshroud the valves?
Take your new head gasket and trace the outline of the cylinder opening onto the head. Then just stay within the lines. Shrouding is no major issue with a 305.Originally posted by Acidtalons
How much should I remove to unshroud the valves?
Supreme Member
F-BIRD'88
Supreme Member
close
May 23, 2023
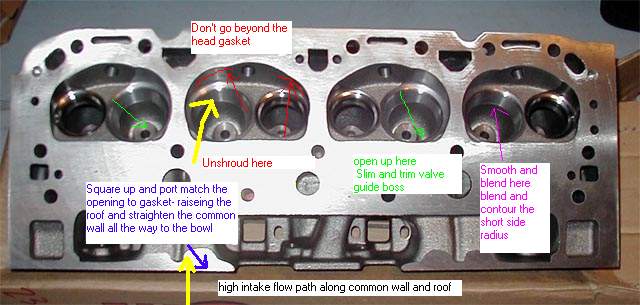
Watch how much you remove from the chamber while unshrouding. It will reduce the compression ratio.
The valve guide bosses are huge. Slimming and trimming and streamlining them will help a lot.
The valve guide bosses are huge. Slimming and trimming and streamlining them will help a lot.
Supreme Member
F-BIRD'88
Supreme Member
close
May 23, 2023
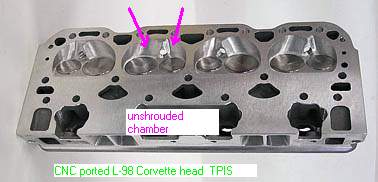
Here is a properly unshrouded head.
You can do yours simular to this.
You can do yours simular to this.
Member
Before you do something like that you should CC each chamber and find the biggest one. Then clean and unschrowd that chamber not only like you want it, but how safe you feel doing it. Then unschrowd the rest of the chambers while matching the volume in Cc's to the fisrt chamber you finished. Then surface the head to bring the volume back to the desired CC's. Does that sound like a simple task ?
I hope your packing a fat wallet. You slip while trying to unschrowd valves that aggressivly and your either needing a new head or a repair.
Knowledge is power and it also builds power. But it can often be at the expense of more than just learning. I don't know what else to tell you. I did my first heads about 25 years ago. Cast Iron closed chamber heads and they seemed to take forever. Today I do things much differently but it still takes time. Each head type will have it's own sweet spots to get max performance and flow. Go out and buy " How To Build Small Block Cylinder Heads " before you start this. At least you'll have a book in hand while working. Now I will fade off in the distance as I'm told how full of S..t I am..LOL Good luck and work smart....
I hope your packing a fat wallet. You slip while trying to unschrowd valves that aggressivly and your either needing a new head or a repair.
Knowledge is power and it also builds power. But it can often be at the expense of more than just learning. I don't know what else to tell you. I did my first heads about 25 years ago. Cast Iron closed chamber heads and they seemed to take forever. Today I do things much differently but it still takes time. Each head type will have it's own sweet spots to get max performance and flow. Go out and buy " How To Build Small Block Cylinder Heads " before you start this. At least you'll have a book in hand while working. Now I will fade off in the distance as I'm told how full of S..t I am..LOL Good luck and work smart....